Soluciones y tipos de almacenaje industrial para almacenes
El mercado ofrece gran variedad de sistemas de almacenaje industrial, cada uno diseñado para cubrir diferentes tipos de cargas, espacios y flujos logísticos. Entre los más destacados se encuentran los siguientes:
Estanterías convencionales para palets
Las estanterías convencionales para palets son comunes en lugares donde se manejan múltiples referencias y se tienen pocos palets para cada una. Muy útiles en almacenes con alta rotación de mercancías y se sugiere para espacios de almacenamiento de tamaño pequeño a mediano donde se guardan productos de gran tamaño. Este tipo de estantes se caracterizan por su versatilidad para adaptarse a cualquier tipo de carga, independientemente de su peso y volumen.
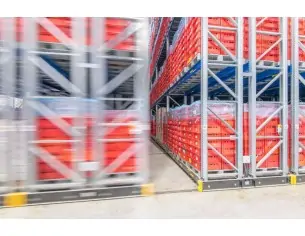
Estanterías metálicas sobre bases móviles
En este caso, los estantes se montan en plataformas móviles movidas de forma autónoma de lado a lado sobre carriles. Equipados con motores y sistemas de control para garantizar un movimiento suave y seguro. Las estanterías móviles reducen la cantidad de pasillos necesarios, permitiendo alojar un mayor número de palets en un espacio específico y limitado, sin sacrificar el acceso directo a los productos.
Estanterías cantiléver
Los estantes tipo cantiléver se diseñan para el almacenamiento de cargas de gran longitud, como pueden ser perfiles de metal, tuberías, molduras, láminas metálicas o de plástico. Estos estantes se componen de columnas a las que se unen brazos en voladizo donde se coloca la carga. Estos brazos se pueden encajar con facilidad, permitiendo modificar su posición según las dimensiones de la mercancía.
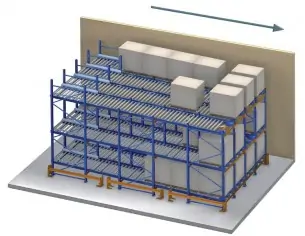
Estanterías dinámicas
En las estanterías dinámicas, los estantes están compuestos por canales de rodillos con un nivel de inclinación que permite el movimiento automático de los palets por gravedad y una velocidad regulada. En este caso, los palets se insertan desde la parte superior de los canales y se mueven hasta el extremo opuesto, quedando listos para su extracción. La ventaja de este sistema es que evita interferencias entre los procesos de carga y descarga, y al mismo tiempo, facilita la gestión de la carga siguiendo el principio FIFO (primero en entrar, primero en salir).
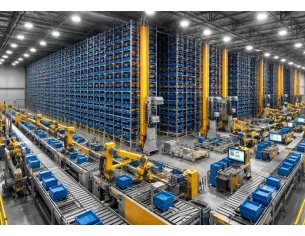
Almacén automatizado
La automatización del almacén conduce a un incremento de la productividad, a una mejora en la agilidad y seguridad de la instalación además de una reducción de los costes. En los almacenes automáticos, las estanterías tradicionales y las estanterías dinámicas pueden ser automatizadas utilizando transelevadores, encargados de introducir y retirar los palets de sus posiciones.
Estanterías con carro satélite
Esta alternativa incluye un vehículo motorizado responsable de la carga y descarga de palets, lo que mejora la eficiencia de los sistemas de almacenamiento compacto. El sistema Pallet Shuttle, el cual utiliza un carro motorizado para mover los palets dentro de una estructura de estanterías, es perfecto para almacenes compactos con productos uniformes, en cámaras de refrigeración, en áreas de almacenamiento temporal o para pedidos que ya están listos.
Características de los sistemas de almacenaje industrial
Las principales características que definen las soluciones de almacenaje son aquellas que garantizan la seguridad, el orden y la eficiencia de los procesos logísticos. Este tipo de sistemas han sido creados para responder a las exigencias del almacenaje de mercancías moderno, donde se manejan grandes volúmenes de mercancías y es imprescindible sacar el máximo provecho a cada metro cuadrado.
- Resistencia y capacidad de carga. Los racks de almacenamiento industrial están fabricados con acero de alta calidad, lo que les permite soportar desde cargas ligeras hasta palets y mercancías de gran tonelaje.
- Durabilidad en entornos exigentes. Gracias a acabados como pintura epoxi o galvanizado, resisten la humedad, la corrosión y el uso intensivo, prolongando la vida útil de la instalación.
- Flexibilidad y modularidad. Tanto la estantería convencional como el sistema de almacenamiento dinámico o el sistema de almacenamiento compacto pueden configurarse y ampliarse en función de la evolución del negocio.
- Seguridad certificada. Las soluciones de almacenaje industrial homologadas cumplen con la normativa europea (UNE – EN 15635), garantizando la estabilidad estructural y reduciendo riesgos laborales.
- Optimización del espacio. Permiten aprovechar al máximo la superficie y la altura del almacén, aumentando la capacidad de almacenaje sin necesidad de ampliar instalaciones.
- Adaptabilidad a todo tipo de mercancías. Desde palets europeos hasta cargas alargadas en una estantería cantiléver, los sistemas pueden adaptarse a cualquier sector.
Estanterías de almacenamiento industrial: Seguridad y certificados de homologación
Un detalle importante de nuestras soluciones de almacenaje industrial es la seguridad. Todos los sistemas cuentan con certificados de homologación que garantizan el cumplimiento de la normativa europea vigente, incluyendo el Real Decreto 1215/1997 y la norma UNE-EN 15635.
Esto significa que tanto una estantería paletizada como un rack para almacenamiento industrial han sido diseñados y probados para ofrecer resistencia, estabilidad y fiabilidad a largo plazo.
Gracias a estas certificaciones, cada montaje de estanterías industriales asegura que el almacenaje de mercancías se realice en condiciones óptimas de seguridad, evitando riesgos para los trabajadores y las instalaciones.
Almacenes automatizados: Ingeniería avanzada en sistemas de almacenaje
Un almacén automático utiliza tecnología de vanguardia para gestionar el flujo de mercancías con la mínima intervención humana. Robots, transelevadores y software de gestión trabajan en conjunto para incrementar la productividad, reducir los errores en la preparación de pedidos, mejorar la trazabilidad de un producto y el control de inventario.
Por su parte, un almacén inteligente integra sistemas de análisis de datos, inteligencia artificial y conectividad IoT para predecir la demanda, reorganizar el stock y tomar decisiones en tiempo real.
Estos almacenes automátizados complementan a los sistemas tradicionales, creando un entorno híbrido que combina estanterías convencionales con tecnología avanzada para alcanzar la máxima eficiencia.
Sistemas de almacenaje industrial para todo tipo de almacenes
Una de las grandes ventajas de los sistemas de almacenaje industrial es su capacidad para adaptarse a diferentes tipos de negocios.
- Pequeños comercios y talleres. Suelen emplearse estantes de almacenamiento industrial o estanterías ligeras para productos de rápida rotación.
- Almacenes medianos. Combinan estanterías convencionales y racks para almacenamiento industrial, logrando un equilibrio entre capacidad y accesibilidad.
- Grandes centros logísticos. Requieren sistemas mixtos, incluyendo sistemas de almacenamiento compactos, estanterías dinámicas y, en muchos casos, almacenes automáticos para la optimización del flujo de mercancías.
- Sectores específicos. Como la automoción o la construcción, que necesitan soluciones personalizadas como la estantería cantiléver para materiales alargados o voluminosos.
De esta forma, el almacenaje se convierte en una solución escalable y versátil que responde tanto a empresas en crecimiento como a grandes corporaciones con necesidades complejas.
Los sistemas de almacenaje industrial representan la base de la productividad, la eficiencia y la seguridad en cualquier cadena de suministro. Desde una sencilla estantería paletizada hasta un almacén automatizado, cada solución está pensada para optimizar procesos y aprovechar al máximo el espacio disponible.
Si está buscando mejorar la gestión de su almacén y optimizar cada metro cuadrado, nuestras soluciones de almacenaje industrial son la respuesta. Contamos con un amplio catálogo de sistemas homologados, desde racks de almacenamiento industrial a estanterías dinámicas, pasando por el almacén inteligente más avanzado.
Solicite información sin compromiso y descubra cómo nuestras estanterías y sistemas de almacenaje pueden transformar su almacén en un espacio más eficiente, seguro y rentable.