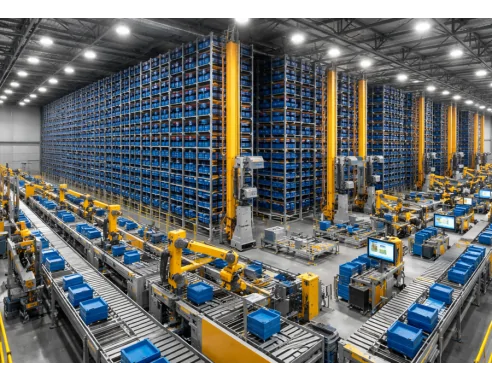
El almacen automatizado ofrece una mejora significativa en la eficiencia de la automatización de almacenes, permitiendo a las empresas optimizar sus procesos internos gracias a sistemas de almacenamiento automatizado que agilizan el movimiento, la ubicación y la preparación de pedidos, mejorando de forma directa el nivel de servicio.
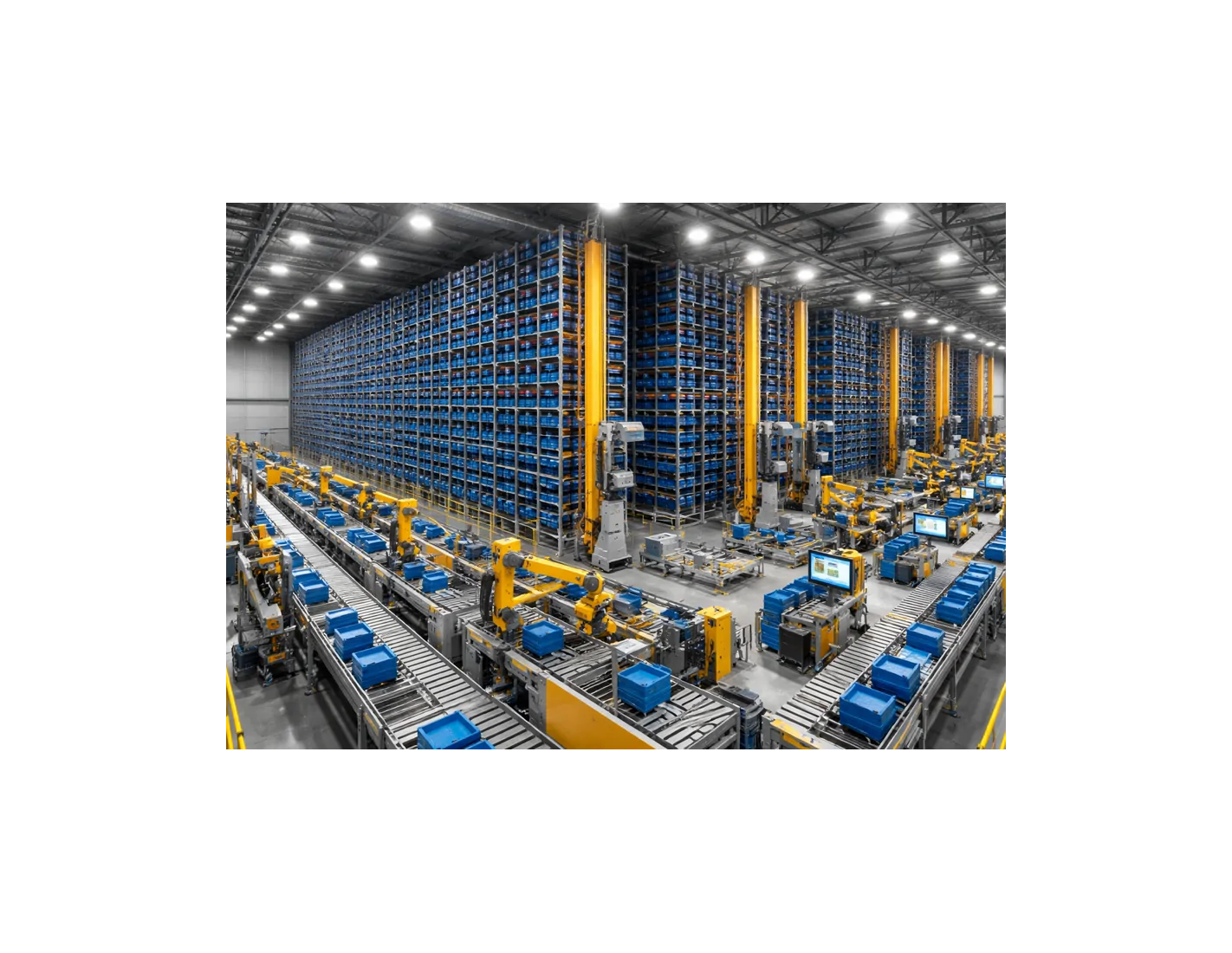
Otra ventaja clave del sistema de almacenamiento automatico es la reducción de errores y el mayor control del inventario. La gestión automatizada proporciona trazabilidad en tiempo real, mayor precisión en el picking y una visión global del stock, aspectos fundamentales en almacenes automáticos para palets, entre otros. Además, el almacen vertical automatico ofrece la posibilidad de aprovechar al máximo la altura de la nave, incrementando la capacidad sin necesidad de ampliar superficie.
Por último, la automatización de un almacén mejora la seguridad, la ergonomía y la escalabilidad de la operativa logística. Analizar correctamente los almacenes automatizados ventajas y desventajas permite diseñar soluciones eficientes y adaptadas a cada necesidad, asegurando que los almacenes automatizados aporten un rendimiento constante y acompañen al crecimiento del negocio a largo plazo.